


Nachreiner 配备强大的整体硬质合金钻头,可去除孔中卡住的丝锥
可以在最短的时间内重新制造各种材料的新内螺纹
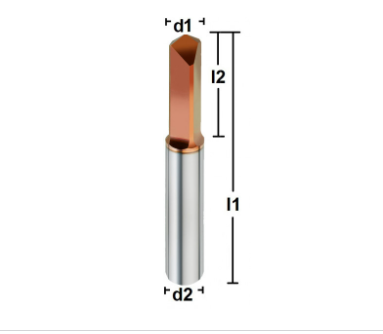
您想经济、安全、快速且不腐蚀地修复内螺纹生产中的刀具破损吗?使用我们的工具制造商 Nachreiner 的 E.1619.1 整体硬质合金钻头去除卡住的丝锥,可以加工多种材料。在很短的时间内,特殊涂层的钻头可以在不松开或不损坏损坏工件的情况下移除损坏的刀具。
在许多情况下,内螺纹生产代表了长制造链中的最后一道工序。通常在生产链的末端使 用,丝锥或成型机必须始终提供高精度的顶级性能。由于工件在这个生产阶段通常具有很高的价值,因此必须绝对避免刀具破损,因为这会导致昂贵的返工或废品。Nachreiner GmbH 的授权签署人 Martin Seifriz:“内螺纹主要通过螺纹切削或螺纹成型生产。这些方法的优点是良好的工艺可靠性、高生产率和相对较低的工具成本。然而,尽管小心翼翼,还是会出现排屑问题,尤其是对于长切屑材料,例如在生产盲孔螺纹时。水龙头可能会卡住,然后由于负载而折断。”
钻出而不是侵蚀
一种在不损坏工件的情况下移除损坏的丝锥的良好且安全的技术正在侵蚀。Martin Seifriz:“这是一个经过验证的工艺,但通常必须松开工件,甚至将其带到外部电蚀机。最后,侵蚀既费时又昂贵。我们用于去除卡住丝锥的直槽整体硬质合金钻头 E.1619.1 具有特殊几何形状和加强芯,是一种经济且安全的替代品。通过使用合适的取芯丝锥——我们提供现货的公制尺寸 M 3 至 M 12 或实用套件中的所有尺寸——快速钻出丝锥的芯,并将损坏工具的剩余物从钻孔中干净地清除。”

操作方法很简单:用合适尺寸的 Nachreiner E.1619.1 快速接近或“倾斜”几次破碎丝锥的不平整表面。以获 得定心。建议仅使用带有冷却润滑剂的工具。例如,对于 M4:转速 S:6500 rpm,进给速度 vf:50 mm/min,切削速度 vc:67 m/min,每转进给 f:0.008 mm/r。E.1619.1。以均匀的进给速度钻出断丝锥的芯部。之后,用户可以快速清除损坏的水龙头,不会留下任何残留物。最后但并非最不重要的一点是,使用另一个 Nachreiner 螺纹工具生产了一条新螺纹。
Martin Seifriz:“与昂贵的电蚀相比,不需要松开工件,钻孔平均最多只需要一到两分钟。
基本上,我们用于去除卡住丝锥的整体硬质合金钻头 E.1619.1 是经济的电蚀替代品。
这是一种干净、快速的方法,有助于最大限度地减少机器停机,减少废品,从而为用户节省大量时间和成本。”